Color and Concentration
Color MeasurementsProcess color measurements of liquids are critical in maintaining precise process control and meeting product quality specifications. Color changes indicate other process variables such as overheating, dilution ratios, dissolved impurities and finished product appearance. Monitoring color inline using optek photometers enables precise, real-time control of color dosing, color removal or color avoidance.
optek Products used in Color and Concentration



Concentration Measurement
The measurement is represented in concentration units (CU) at a given wavelength and relates to the concentration of constituents in question that interact with light.
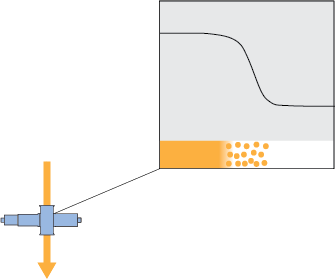
Dual Wavelengths
Selected combinations of optical filters make it possible to focus on specific wavelengths ensuring suitable adaptation to the application. The AF26 is equipped with a beam splitter making it possible to measure two wavelengths simultaneously. The second wavelength can be used to compensate for (varying) background turbidity.
Subtracting the absorbance signal of the reference channel from the primary, visible channel signal gives a pure color measurement. Using the C4000 converter, the measured value is easily correlated to any required unit, such as APHA/Hazen, Saybolt, ASTM, ASBC, EBC, ICUMSA or others. The converter displays the measurement locally and transmits the signal to a PLC or DCS using analog outputs or PROFIBUS® PA or FOUNDATION™ Fieldbus.

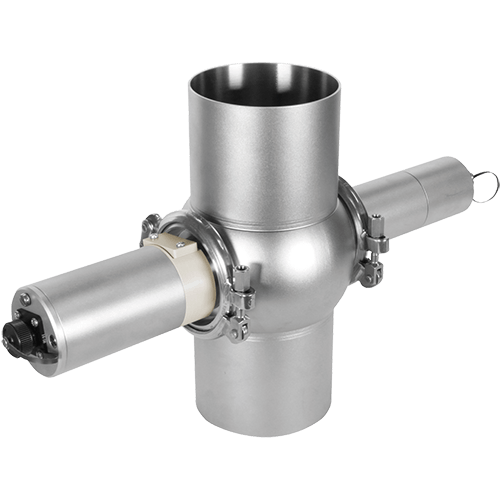
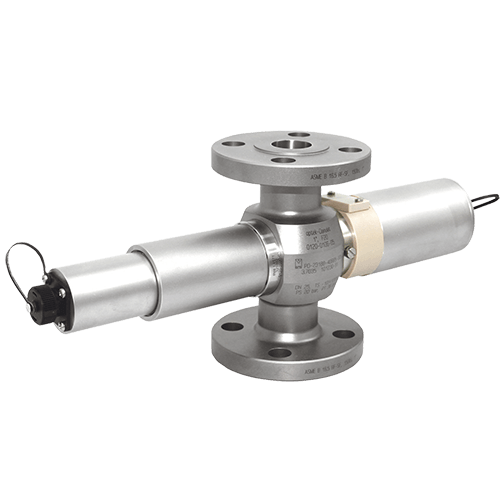
optek AF26-VB-PV Dual Channel Absorption Sensor with Calibration Adapter
Process Optimization
The detection of impurities, reduction of product losses and the real-time assurance of product quality can be obtained by the use of inline photometers. In addition, inline photometers greatly reduce laboratory and production costs, eliminate human error and prevent environmental damage.
Typical Applications:
Edible Oil:- Yellowness of oil for consistent product color quality
- Chlorophyll concentration detection
- Red phosphorus monitoring
- ICUMSA/RBU color standard for refined sugar quality (optek C4000 has mA input for Brix measurement and calculation capability)
- Optimize usage/color and turbidity measurements (an optek high temperature application up to 240°C /464°F)
- In filling lines as a quality control
- Color measurement for dosing or blending control
- Monitor/optimize make-up water based on starch content in water
- Monitoring solids/pulp concentration in fruit juice
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

Top 5 Food and Beverage Applications
Visit our documentation page to view a complete list of translated documents.
Get in Touch with optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326