Interface Detection
The extraction of high-cost products from an aqueous layer to an organic layer (or vice versa), or salting-in/salting-out processes, are very common and important procedures in the chemical industry.
optek Products used in Phase Separation

Monitor Phase Separations
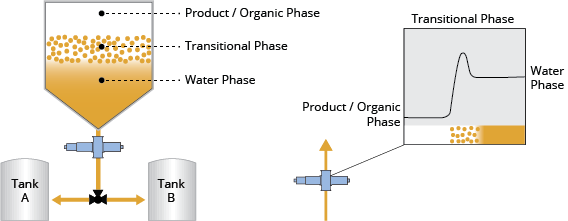
After settling of the mixture occurs in a batch reactor, the aqueous phase is separated from the organic phase. Depending on process specifics, this can be monitored with an optek AF26 or AF16 absorption sensor at the reactor outlet to ensure separation with high precision. Each liquid phase shows differences in absorbing light. This technique allows optimization of separation processes and at the same time, minimizes product loss and realizes significant cost savings.
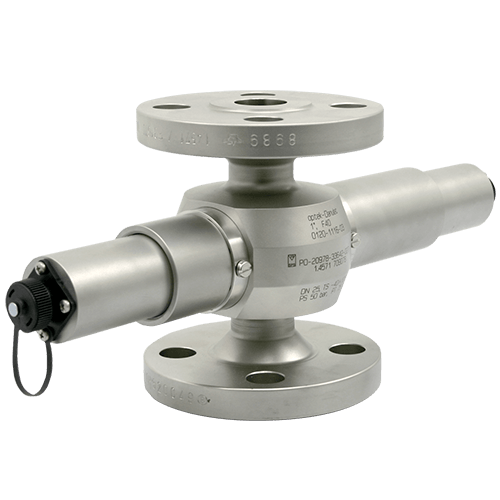
optek AF26-VB Dual Channel Absorption Sensor
Automation
optek AF16 or AF26 sensors reduce costs by measuring color or turbidity directly in the process line. There is no need for sight glass monitoring by production personnel, eliminating losses due to manually switching valves and human error.
Increase Product Quality
Product losses are no longer an issue when detecting different phases inline. Faster product changeovers are possible with continuous optek inline measurements. Fast response time and use of relays for automatic diversion ensures product quality and improves process control.

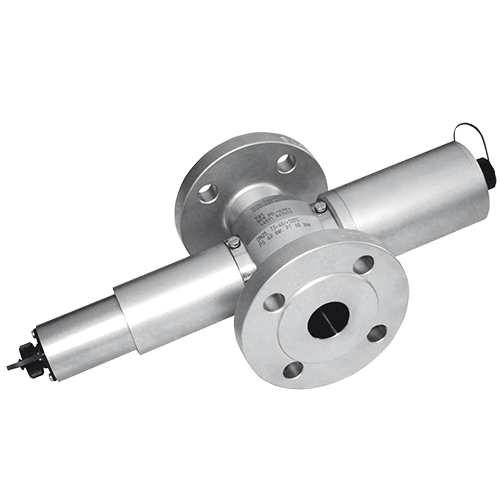
optek C4000 Photometric Converter
optek manages phase separations in a wide range of wavelengths, from Ultraviolet (UV) to Visible (VIS) and Near Infrared (NIR). This allows optek to customize a solution based on your process media automation requirements and site conditions. Hazardous areas may require the use of our Ex-proof sensors.
The water phase can be detected reliably, ensuring a separation that is independent of the composition of the organic phase.

optek C4000 Photometric Converter
optek inline sensors detect the most subtle changes in your process so the appropriate action can be made by the control system. Enabling the data logger feature in the C4000 converter allows plants to collect real-time process data for QA/QC. Monitoring phase separations inline and in real-time with optek sensors provides a rapid return on investment.

optek Calibration Accessories (NIST-traceable)
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

Top 5 Chemical Applications
Visit our documentation page to view a complete list of translated documents.
Get in Touch with optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326