Introduction
Toute particule distribuée dans un liquide peut absorber et diffuser la lumière, selon sa taille. La taille des particules peut être plus petite ou plus grande que la longueur d'onde de la source lumineuse. Si les particules sont plus petites, l'effet s'appelle Opalescence, si elles sont plus grandes, c'est Opacité ou Haze.
Pour une détection précise de toute particule causant la turbidité ou la turbidité, un capteur doit combiner une source lumineuse durable et stable avec trois détecteurs positionnés à 0°, 11° et 90° du faisceau lumineux. Alors que la transmission à 0° sert de référence pour l'absorption générale de la lumière (p. ex. en fonction de la coloration de l'échantillon), l'intensité du signal de diffusion de la lumière à 11° identifie les particules plus grosses et à 90°, les particules plus petites sont détectées par diffusion de lumière. De plus, l'angle de 90° répond à la norme DIN EN ISO 27888, EPA 180.1 pour les mesures néphélométriques.
Pourquoi utiliser une mesure de 11° ?
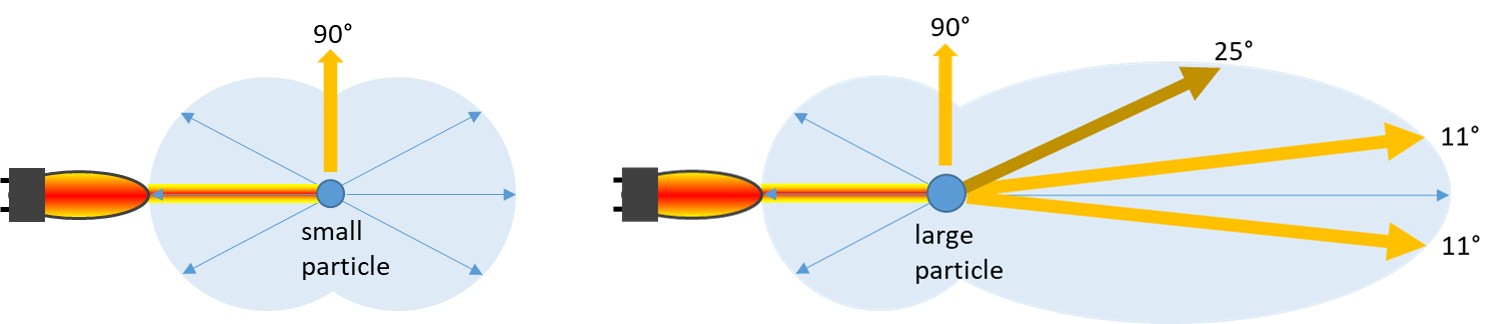
Figure 2 : les meilleurs anges optiques pour détecter les particules individuelles
La lumière diffusée vers l'avant est sensible à la taille des particules et sa force réside dans la détection de particules telles que la levure, le trub et le Kieselguhr, la détection efficace des cassures de filtre et la turbidité du filtrat causée par les particules, même à de très faibles concentrations. Les mesures à 11° sont très sensibles à cet égard et correspondent bien à la teneur réelle en solides non dissous, ce qui est essentiel pour un contrôle et une optimisation appropriés de la filtration.
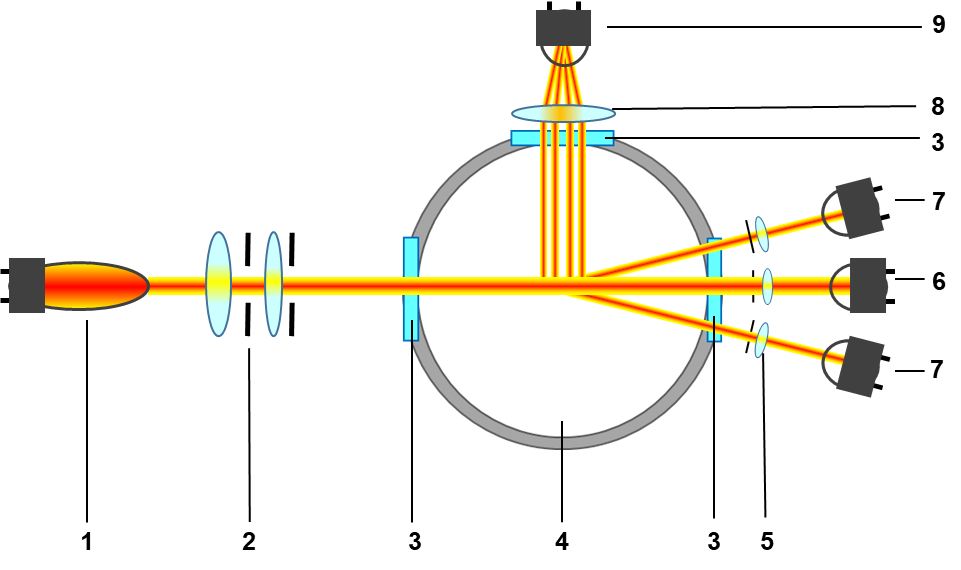
Figure 1 : configuration optique et détecteur du capteur optek DTF16
- module lampe (VIS NIR)
- module optique
- fenêtres optiques
- corps du capteur
- module optique diffusion directe
- détecteur (0°)
- détecteur (11°)
- module optique diffusion latérale
- détecteur (90°)
Pourquoi 11° est-il meilleur que la mesure de 25° ?
La lumière diffusée à 11° est plus spécifique en raison d'un signal plus élevé et détectera plus rapidement les particules anormales sans l'influence des matériaux colloïdaux courants à 25°, par exemple. Cela permet également de dépanner rapidement les problèmes de filtration.
Pourquoi utiliser une mesure à 90° ?
Les mesures de turbidité sous un angle de 90° sont très sensibles aux colloïdes et servent à contrôler la clarté de la bière. Par erreur, des techniques à 90° ont été utilisées pour l'évaluation des procédés, mais elles ne correspondent pas à la teneur réelle en solides non dissous. Les brasseries modernes peuvent maintenant mesurer ce paramètre en ligne et offrir ainsi la possibilité de libérer de la bière automatiquement.
Pourquoi utiliser une mesure d'absorption à 0° ?
L'utilisation du canal d'absorption à 0° permet des mesures à des niveaux de turbidité plus élevés, bien au-delà de la plage des résultats à 11° ou 90°, vous permettant ainsi de surveiller et de contrôler le cycle de pré-revêtement du filtre. Ceci offre une opportunité supplémentaire pour l'optimisation du filtre.
Etalonnage en usine et point zéro
La puissance derrière l'optek Haze Control DTF16 est le point zéro d'usine. Il n'est plus nécessaire de procéder à une remise à zéro discutable (p. ex., eau de process) ou à une remise à zéro hors ligne. En utilisant des solutions de référence technique connues et des milieux de référence zéro les plus purs, optek a développé un étalonnage d'usine avec un point zéro précis. Le point zéro d'usine sans dérive élimine le besoin d'une remise à zéro régulière de l'instrument, ce qui vous fait gagner du temps et de l'argent et ne dépend pas de l'opérateur. Il garantit également que chaque instrument est revêtu de manière identique et précise. Ceci est inestimable lorsque l'on se fie à plusieurs emplacements d'instruments.
Chaque optek Haze Control DTF16 est étalonné en usine selon les normes EBC, qui correspondent à toutes les autres normes actuellement en usage dans les usines de traitement. Cet étalonnage est stable pendant toute la durée de vie du capteur et n'a pas besoin d'être recalibré, ce qui permet un faible coût d'exploitation. Ceci garantit des mesures précises, répétables et fiables sur plusieurs instruments et emplacements.
Sans dérive de par sa conception
La dérive de référence des capteurs de lumière diffusée est depuis longtemps un problème. Ceci est généralement causé par une lumière diffusée indésirable, une lumière parasite due à des réflexions dans le capteur, à la source lumineuse elle-même, à des revêtements artificiels usés ou à une lumière extérieure (par exemple, des voyants). Cette lumière parasite influence la mesure de manière imprévisible. L'optek DTF16 intègre une géométrie avancée pour éliminer ce problème en redirigeant la lumière parasite loin des détecteurs. Cette conception ne repose sur aucun revêtement et maintient une conception nettoyable et sanitaire.
Applications typiques du capteur DTF16
- Charbon actif sous forme de particules
- Contrôle de la centrifugeuse
- Turbidité EBC
- Contrôle du filtre
- Huile dans l'eau
- Qualité de l'eau
- Contrôle du séparateur
- Suspensions, solides en suspension
- Turbidité (p. ex. FTU, EBC, ppm)
- Levure
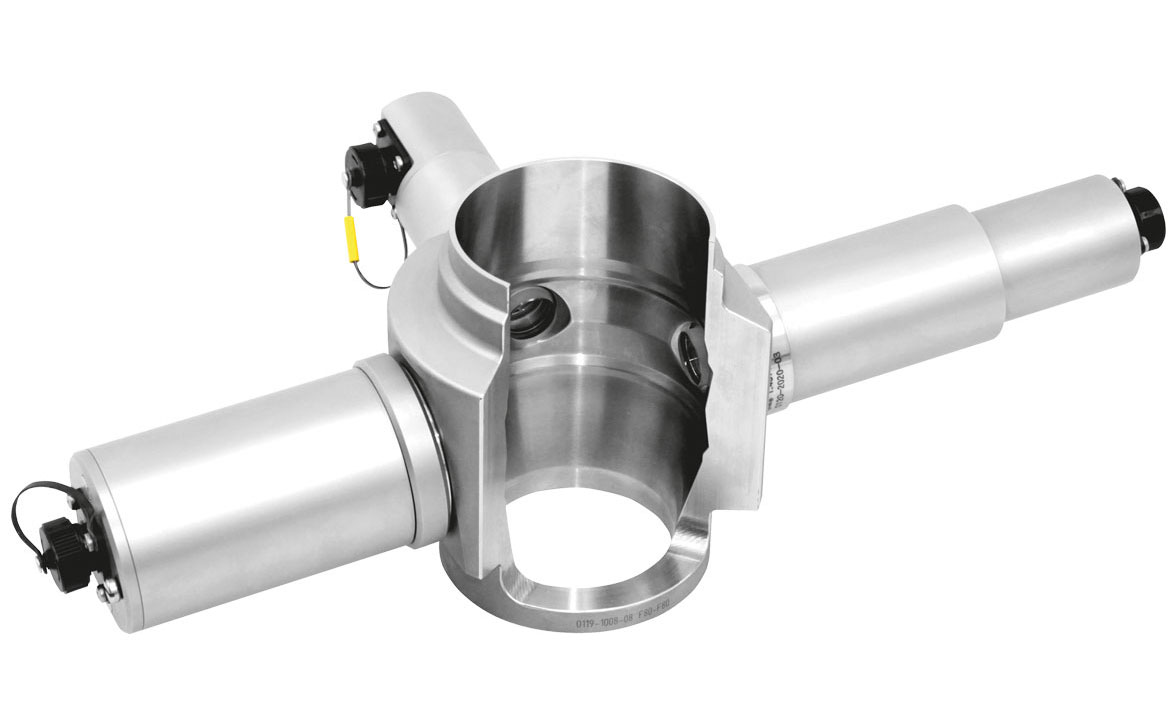
Figure 3: DTF16 sensor
Contrôle de la filtration
La filtration est l'une des étapes les plus importantes du processus de brassage. L'optek Haze Control DTF16 vous permet de mesurer et de contrôler ce processus crucial et fournit une évaluation de la qualité en temps réel. En plus de libérer de la bière par instrument, il existe d'énormes possibilités de réduire les pertes de bière, l'utilisation de média et les coûts de production tout en augmentant la capacité de filtration et en assurant une qualité de produit constante.
Optek Haze Control Converter
Grâce à la stabilité légendaire de l'amplification du signal optek Haze Control, aux détecteurs de rapport à double faisceau DTF16 et au micrologiciel avancé Haze Control, vous obtenez un analyseur de turbidité de procédé sans dérive et sans étalonnage avec des performances exceptionnelles de longue durée.
Conçu pour la facilité d'utilisation, le Haze Control est doté d'un enregistreur de données intégré qui vous permet de suivre en permanence les tendances. Ces données peuvent être affichées localement et téléchargées sur un ordinateur, ce qui permet au personnel de production d'examiner les incohérences de processus ou tout problème historique.
Le Haze Control offre de multiples options de communication. Jusqu'à quatre sorties mA peuvent être utilisées simultanément pour transmettre des données ou pour commander complètement le convertisseur à distance à l'aide d'une interface E/S standard. La communication par bus PROFIBUS® PA ou FOUNDATION™ Fieldbus est également disponible pour intégrer le système de manière optimale dans votre système PLC.
Grâce à la conception à quatre canaux du Haze Control, le capteur de brouillard à trois canaux DTF16 peut être combiné avec un capteur à un canal, tel que le capteur couleur AS16-F ou le capteur de turbidité AS16-N.

Figure 4: Haze Control Converter
Exemple : le système Haze Control / DTF16 mesure simultanément après le filtre :
- la turbidité colloïdale / trouble (paramètres de qualité)
- la percée de levure ou d'adjuvant de filtration (avec filtre Kieselguhr).
et peut être combiné avec un deuxième capteur dans l'entrée du filtre :
- Capteur NIR : surveillance des processus de rétrolavage des filtres
- Capteur de couleur : surveillance des changements de produit (séparation bière-eau)
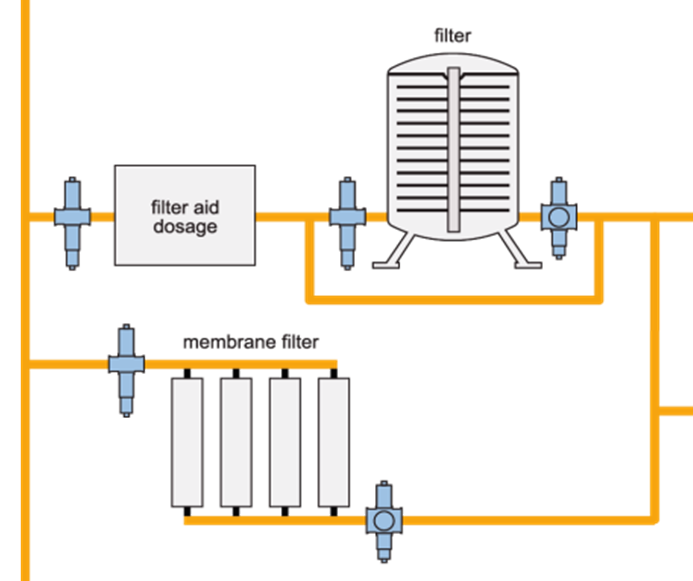
Figure 4 : schémas du processus de filtration de la bière et mesure optimisée du contrôle du processus
Prenez contact avec optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326