Surveillance et contrôle de l'eau d'appoint du blanchisseur
Pour la plupart des transformateurs de produits alimentaires, le processus de blanchiment est de loin le plus gros consommateur d'eau et d'énergie. Dans certaines opérations, le processus de blanchiment consommerait plus de 50 % de la consommation d'énergie globale de l'usine et plus de 30 % de la consommation d'eau globale de l'usine. Cela signifie que même de petites améliorations du processus de blanchiment pourraient améliorer considérablement le résultat net de l'opération.
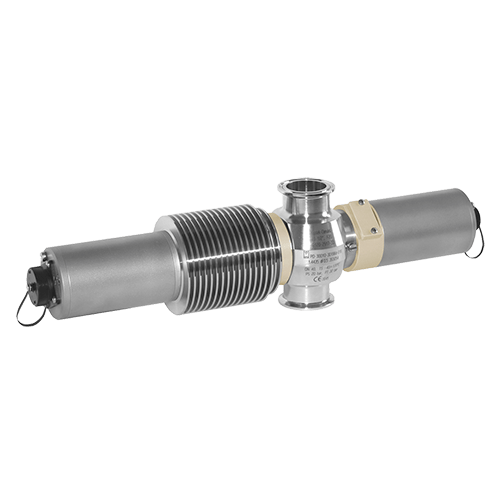
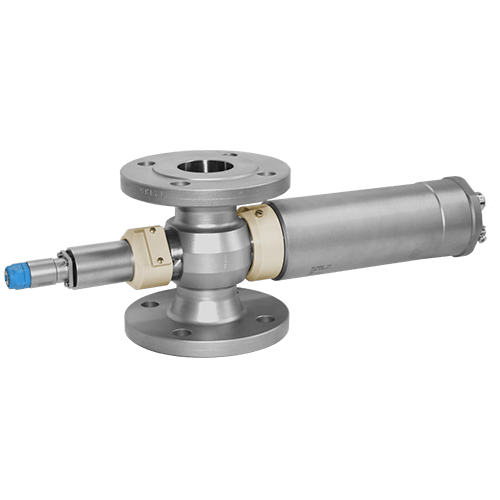
équipement optek utilisé pour la surveillance de l'eau d'appoint des blanchisseurs


Les capteurs d'absorption UV constituent un moyen unique de surveiller et de contrôler la qualité de l'eau de blanchiment. Contrairement aux turbidimètres qui ne surveillent que les solides en suspension, ou aux réfractomètres qui ne voient que les solides dissous, les capteurs UV sont sensibles à la fois aux constituants en suspension et dissous dans l'eau de blanchiment. Le capteur fournit une indication fiable et en temps réel de la qualité globale de l'eau de blanchiment avec un minimum d'entretien.
Avantages de la surveillance et du contrôle de l'eau d'appoint pour le blanchisseur
- Réduire l'utilisation de l'eau
- Réduire la consommation d'énergie
- Réduire le volume des eaux usées
- Réduire les pertes de produits
- Améliorer la qualité des produits
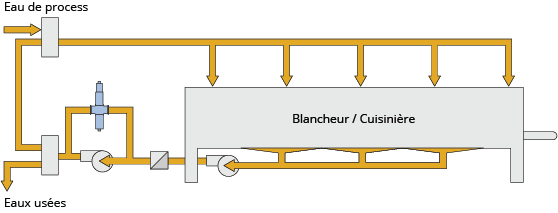
Le schéma montre un schéma simple d'une installation typique de blanchisseur. Le capteur d'absorption Optek est installé dans une conduite de dérivation qui va du côté refoulement de la pompe de recirculation au côté aspiration de la pompe.
La différence de pression élevée assure une vitesse d'écoulement élevée, ce qui minimise le risque d'accumulation de solides dans la conduite d'échantillonnage. L'installation après le tamis permet d'éliminer les matières plus volumineuses qui pourraient entraîner le colmatage du capteur ou de la ligne d'échantillonnage.
Le convertisseur optek C4000 envoie un signal de 4-20 mA au système de contrôle de la centrale. Ce signal est proportionnel au niveau de solides dissous et en suspension dans l'eau de blanchiment. Sur la base de ce signal, une boucle de régulation PID peut être mise en œuvre pour contrôler l'ajout d'eau d'appoint afin d'obtenir une qualité constante de l'eau de blanchiment.
Résumé de la surveillance et du contrôle de l'eau d'appoint des blanchisseurs
L'installation d'un capteur optek AF45 ou AF46 sur votre blanchisseur permet de contrôler automatiquement l'ajout d'eau d'appoint et d'assurer une qualité constante de l'eau du blanchisseur. L'optimisation du taux d'ajout d'eau douce dans le blanchisseur aidera votre usine à réduire la consommation d'eau, la consommation d'énergie, les volumes d'eaux usées et les pertes de produits.
L'achat et l'installation d'un capteur optek par Blanchisseur sont facilement justifiables car les réductions substantielles des pertes permettent un retour sur investissement (ROI) extrêmement rapide. D'autres avantages obtenus en améliorant le contrôle du processus de blanchiment sont l'amélioration de la cohérence de la couleur, de la texture et peut-être même du goût du produit final.
Prenez contact avec optek
Si vous avez d'autres questions, n'hésitez pas à nous contacter.

TOP 5 Applications Boissons et Alimentaire
Visitez notre page de documentation, afin de d'obtenir une liste complète des documents traduits.
Prenez contact avec optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326