Introducción
Cualquier partícula distribuida en un líquido puede absorber y dispersar la luz, dependiendo del tamaño de las partículas. El tamaño de las partículas puede ser menor o mayor que la longitud de onda de la fuente de luz. En el caso de que las partículas sean más pequeñas el efecto se llama opalescencia, si son más grandes, se llama opacidad o haze.
Para la detección precisa de cualquier partícula que cause turbidez o opacidad, un sensor debe combinar una fuente de luz duradera y estable con tres detectores situados a 0°, 11° y 90° del haz de luz. Mientras que la transmisión de 0° se utiliza como referencia para la absorción general de la luz (por ejemplo, basada en la coloración de la muestra), la intensidad de la señal de dispersión de luz de 11° identifica las partículas más grandes. Con una dispersión de luz de 90° se detectan las partículas más pequeñas. Además, el ángulo de 90° cumple con los requisitos de la norma DIN EN ISO 27888, EPA 180.1 para mediciones nefelométricas.
¿Por qué utilizar una medición de 11°?
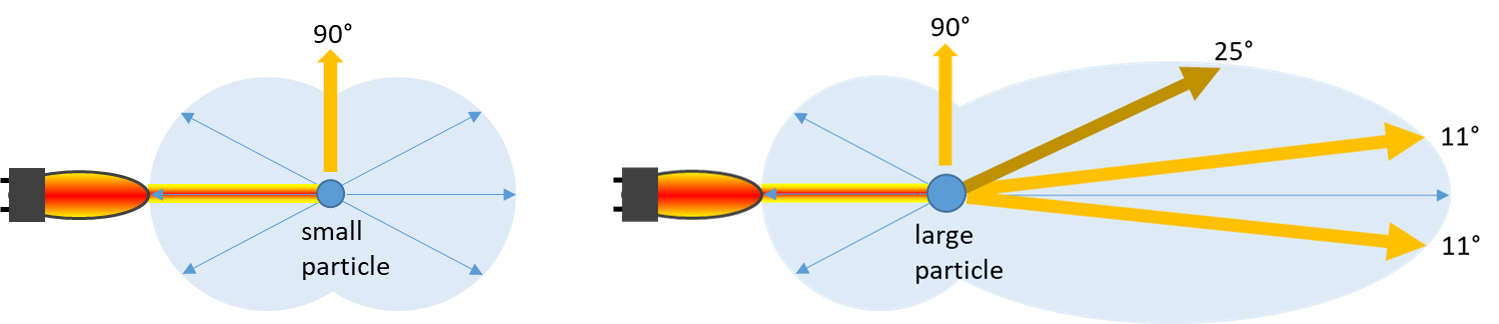
Figura 2: Los mejores angulos ópticos para detectar partículas individuales
La luz difusa frontal es sensible al tamaño de las partículas y su fuerza radica en la detección de partículas tales como levadura, turba y Kieselguhr, detectando eficientemente las roturas de filtros y la turbidez del filtrado causada por las partículas, incluso en concentraciones extremadamente bajas. Las mediciones a 11° son muy sensibles a este respecto y se correlacionan bien con el contenido real de sólidos no disueltos, esencial para un control y una optimización adecuados de la filtración.
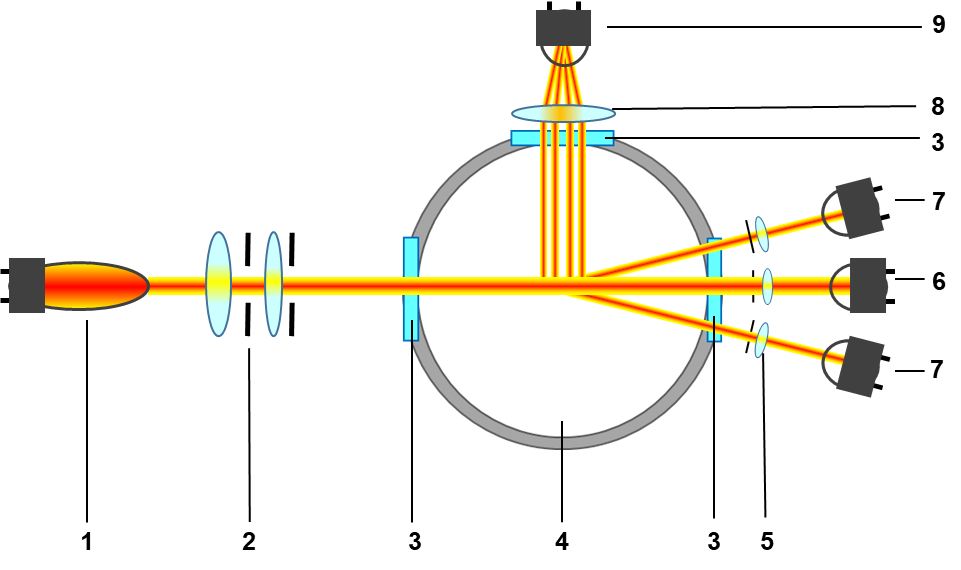
Figura 1: Configuración óptica y de detector del sensor DTF16 de optek
- módulo de lámpara (VIS NIR)
- módulo óptico
- ventanas ópticas
- célula de flujo
- módulo óptico de dispersión frontal
- detector (0°)
- detector (11°)
- módulo óptico dispersión lateral
- detector (90°)
¿Por qué son 11° mejor que la medición a 25°?
La luz difusa a 11° es más específica debido a una señal más alta y detecta partículas anormales más rápidamente sin la influencia del material coloidal común, por ejemplo, a 25°. Esto también ayuda a la rápida solución de problemas de filtración.
¿Por qué utilizar una medición de 90°?
Las mediciones de turbidez a un ángulo de 90° son muy sensibles a los coloides y se utilizan como control de calidad de la claridad de la cerveza. Por error, se han utilizado técnicas de 90° para la evaluación de procesos, pero no se correlacionan con el contenido real de sólidos no disueltos. Las cervecerías modernas pueden ahora medir este parámetro en línea y, por lo tanto, ofrecer la posibilidad de purgar la cerveza automáticamente.
¿Por qué utilizar una medición de absorción de 0°?
El uso del canal de absorción de 0° permite realizar mediciones a niveles de turbidez más altos, muy por encima del rango de los resultados de 11° o 90°, lo que permite monitorizar y controlar también el ciclo de pre-capa del filtro. Esto proporciona una oportunidad adicional para la optimización de los filtros.
Calibración de fábrica y punto cero
La ventaja del optek Haze Control DTF16 es el punto cero de fábrica. No se requiere un procedimiento de cero cuestionable (por ejemplo, agua de proceso) o un procedimiento de cero fuera de línea. Utilizando soluciones técnicas de referencia conocidas y los medios más puros de cero, optek ha desarrollado una calibración de fábrica con un punto cero preciso. El punto cero de fábrica sin deriva elimina la necesidad de una puesta a cero regular del instrumento, ahorrándole tiempo y dinero, y sin depender del operador. También garantiza que todos los instrumentos estén alineados de forma idéntica y precisa. Esto es invaluable cuando se usan múltiples instrumentos.
Todos los optek Haze Control DTF16 se calibran en fábrica de acuerdo con los estándares EBC, que se correlacionan con todos los demás estándares, utilizados actualmente en las plantas de proceso. Esta calibración es estable durante toda la vida útil del sensor y no necesita recalibración, lo que proporciona un bajo coste operativo. Esto asegura mediciones precisas, repetibles y fiables a través de múltiples instrumentos y ubicaciones.
Sin deriva por su diseño
La deriva de la línea de base de los sensores de luz difusa ha sido durante mucho tiempo un problema. Esto es causado generalmente por la luz difusa no deseada, la luz perdida de los reflejos en el ensamblaje del sensor, de la fuente de luz en sí, de revestimientos artificiales desgastados o de la luz externa (por ejemplo, a través de mirillas). Esta luz difusa influye en la medición de forma impredecible. El DTF16 de optek incorpora geometría avanzada para eliminar este problema al redirigir la luz perdida lejos de los detectores. Este diseño no depende de ningún recubrimiento y mantiene un diseño higiénico y limpiable.
Aplicaciones típicas del sensor DTF16
- Carbón activo en forma de partículas
- Control de centrífugas
- Turbidez EBC
- Control de filtros
- Aceite en agua
- Calidad de agua
- Control de separadores
- Suspensiones, sólidos suspendidos
- Turbidez (por ejemplo, FTU, EBC, ppm)
- Levadura
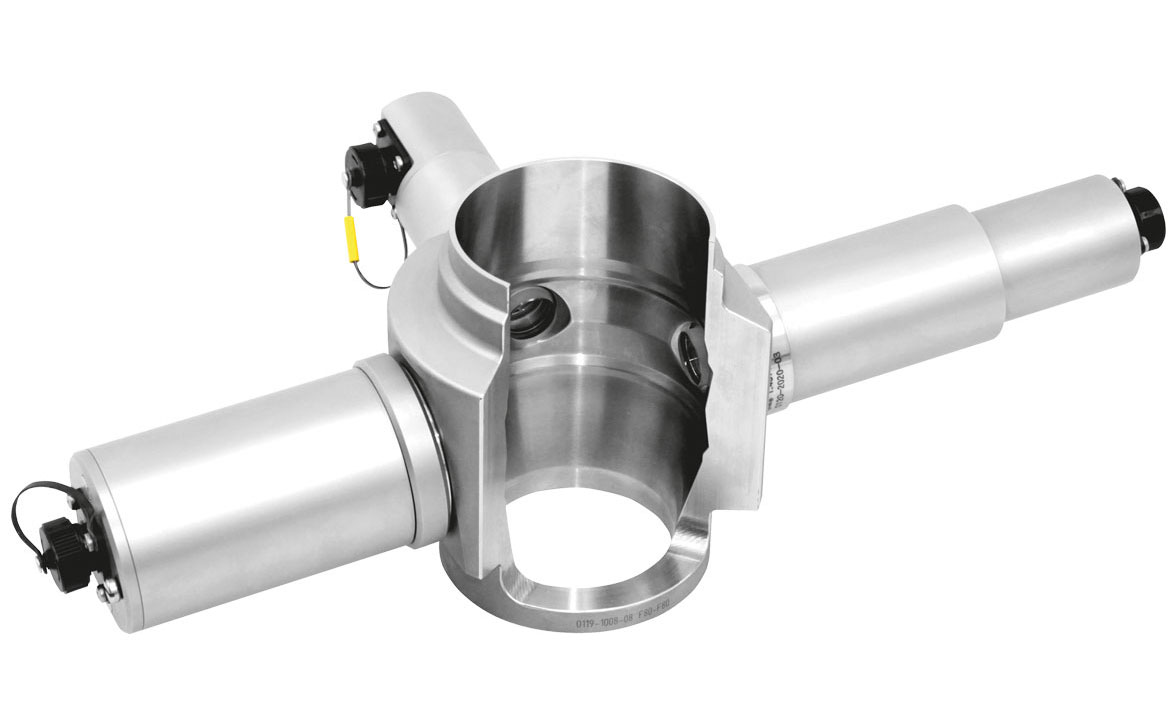
Figure 3: DTF16 sensor
Control de filtración
La filtración es uno de los pasos más importantes en el proceso de elaboración de la cerveza. El optek Haze Control DTF16 le permite medir y controlar este proceso crucial y proporciona una evaluación de calidad en tiempo real. Además de purgar la cerveza a través de la señal medida por el instrumento, existen numerosas oportunidades para reducir la pérdida de cerveza, el uso de medios y los costos de producción, a la vez que se aumenta la capacidad de filtración y se garantiza una calidad constante del producto.
Convertidor optek Haze Control
Con la probada estabilidad de amplificación de la señal del optek Haze Control, los detectores de doble relación de haz DTF16 y el avanzado firmware del Haze Control, usted obtendrá un analizador de turbidez de procesos sin deriva ni necesidad de calibración con un rendimiento excepcional de larga duración.
Diseñado para facilitar su uso, el Haze Control tiene un registrador de datos incorporado que le proporciona una curva da tendencia continua. Estos datos pueden visualizarse localmente y cargarse en un ordenador, lo que permite al personal de producción revisar las inconsistencias del proceso o cualquier problema del proceso.
El Haze Control ofrece múltiples opciones de comunicación. Se pueden utilizar hasta cuatro salidas de mA simultáneamente para transmitir datos o controlar completamente el convertidor de forma remota mediante una interfaz de E/S estándar. También está disponible la comunicación a través de PROFIBUS® PA o FOUNDATION™ Fieldbus para integrar el sistema de forma óptima en su sistema PLC.
Gracias al diseño de cuatro canales del Haze Control, el sensor de opacidad DTF16 de tres canales puede combinarse con un sensor de un canal, como el sensor de color AS16-F o el sensor de turbidez AS16-N.

Figure 4: Haze Control Converter
Ejemplo: el sistema Haze Control / DTF16 mide simultáneamente después del filtro:
- la turbidez coloidal / opacidad (parámetros de calidad)
- el avance de la levadura o de excipientes de filtro (filtro Kieselguhr).
y se puede combinar con un segundo sensor en la entrada del filtro:
- Sensor NIR: monitorización de procesos de lavado a contracorriente de filtros
- Sensor de color: supervisión de los cambios de producto (separación cerveza-agua)
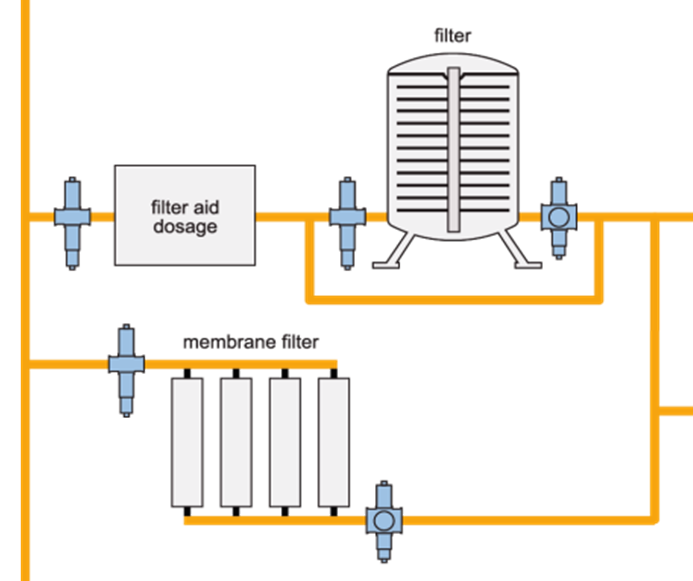
Figura 4: Esquemas del proceso de filtrado de cerveza y medición optimizada del control del proceso
Póngase en contacto con optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326