酿造酵母管理
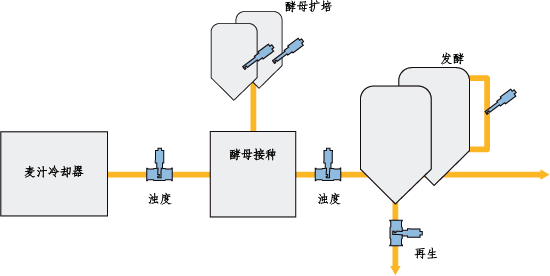
酵母接种酵母的添加量可以通过安装便宜的NIR吸收差技术精确控制,这种方法需要2个传感器,第一个传感器或叫上游传感器,AS16-VB-N是单通道吸收的传感器,用于确定麦芽汁的浊度基准。


这款传感器还可安装在糖化车间的涡流出口或冷却残渣监控。下游的AS16-VB-N传感器安装在酵母添加点之后,空气添加点之前。这个传感器测量的是麦芽和酵母的混合浊度,减去前一个传感器的浊度即可得到酵母的添加量。
与实验室所测的酵母数进行简单的比照,在C4000控制器内输入吸光度与酵母数的线性关系后,就可以直接把酵母数显示在屏幕上了。对于不同酵母菌对应的吸光度不同的情况,可以使用控制器里的多产品功能解决。控制器内有多达8个产品可供组态。
吸光度与百万个酵母数 / mL
根据郎伯比尔定律,物质的浓度与近红外光的吸光度成正比,酵母数与吸光度的关系可以通过多种实验方法进行重复验证获得。各种酵母菌与吸光度的关系都可以保存在C4000控制器里,以便随时使用。

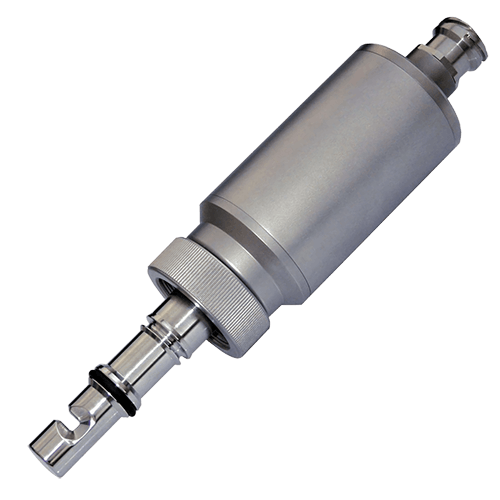
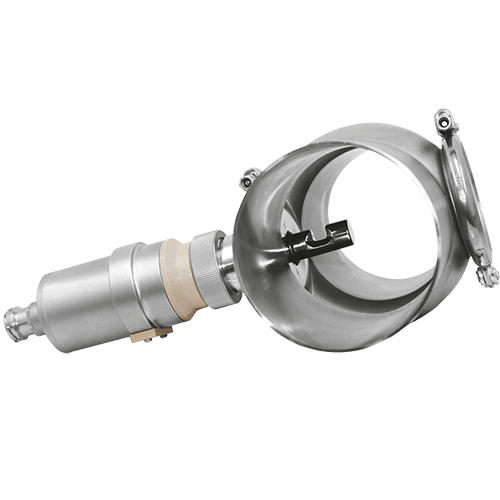
optek AS16-VB-N 单通道吸收探头式传感器,带校验功能

optek C4000 光学分析仪控制器
酵母发酵
在发酵过程中,安装在发酵罐或者旁通管道的AS16-VB-N传感器具有独一无二的强大功能,可以实时监测整个发酵循环,帮助优化发酵工艺。用户可以及时释放成品而不需等待实验室采样、分析,这往往要花数小时。对酵母数量增长的实时检测可以帮助改进配方,对于大型酒窖,每个发酵周期能缩短6-10个小时,增加产能而不需要增加发酵设备。
啤酒 / 酵母的界面, 酵母再生
众多酿酒厂都使用了大型竖直发酵槽或者多用途罐,一个主要原因就是可以避免额外的产品输送。为了去掉没用的酵母,则需要在罐的出口或酵母回收管线上安装一个浊度仪,当酵母被从酒里移走时,在线浊度仪能迅速探测到啤酒与酵母的界面,传统的方法就是依据罐的容量及排放时间来预估,或者是让现场的工作人员不断地用肉眼观察。因为切断点每次都是可调的,用户可以根据每次的实际情况设定最佳切断点。这种灵活性可以帮助用户减少产品损失, 保证过滤前的产品一致性。
啤酒/酵母界面探测、酵母再生通常都是用AS16-N在线分析传感器,但如果仅仅只是为了检测界面,optek的另一款传感器AS56-N性价比更高,它采用低功耗光源,C4000型控制器可最多接4个AS56系列传感器,大大节约了投资成本

optek AS16-VB-N 单通道吸收探头式传感器,带校验功能
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

