色度測定
ビールは色が重要ですフィルタの前の段階で精密色度センサを使用することで、ブランドの特定の色特性に基づいて、色度投与制御と品質管理を提供します。特定の可視波長をモニタするために構成されたシングル又はデュアルビーム比色計は、サンプリングとラボでの分析を最小限にとどめるために連続インラインモニタが可能です。最終顧客にとって、一貫した視覚的印象を与える色は、それだけでビールの銘柄を特定できるくらい重要です。


麦汁の色
麦汁の色も吸光度を使って測定します。但し、ビールの色は波長430 nmの可視光(VIS)を使って測定します。醸造所では、背景濁度(固形物)も波長430 nmの可視光を吸収するので、これも問題があります。これをoptekで補うために、2つの波長、即ち1つは430 nmとNIR(近赤外線)の基準波長で測定します。
主チャネルから基準チャネルの吸光信号を引くことによって、可視チャネル信号は色だけを純粋に測定することができます。この結果は、C4000のソフトウェア機能を使って、ASBC又はEBCに相関されます。optek社のセンサAF26デュアルチャネル分光ベース光度計が、このアプリケーションに理想的です。同時に、基準チャネルは、AF26が麦汁冷却器の後に取り付けられている場合には、トゥループやコールドブレークもモニタすることができます。
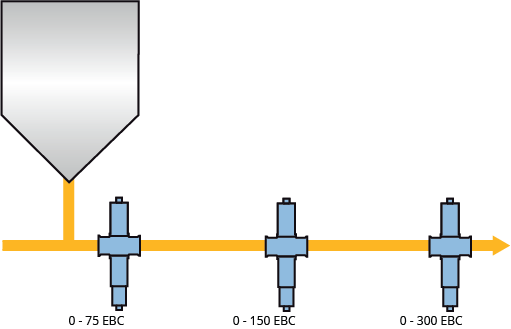
色の投与
ビールによって、その色は例えば麦芽エキスやライ麦麦芽ビール等を使って調節します。投与量はoptekセンサを使って調節することができます。ビールの色が測定され、リレー等の自動化信号を使ってポンプを起動しビールの流れに色の投与を開始します。投与後、2番目のセンサで色を確認できます。色の濃淡だけでなくブレンド後の高比重ビールの色も制御できます。
界面検出と相分離
シングルチャネルVIS分光ベース光度計(optek AS56-F又はAF56-F)を使用した精密なプロセス界面の検出は、製品(ビール)の損失を低減するために今日醸造所で利用できる最も容易で低コストの手法です。大規模の醸造所では、非常に多くの切り替え運転によって、醸造所は毎週数十万リットルの製品と副生成物を無駄にしています。今日の経済状況では、これを正常な状態に戻すことが収益性の高い事業を維持するために不可欠です。しかし、コストは製品だけの範囲を超えています。ビール生産の培地としての水も消耗品であり、調達と処理には固有のコストがかかります。必要以上に排出されてしまう製品と水は酵母とともに、工場排水とそれを処理するコストの相当部分を占めます。現地の自治体もこれに関係します。例えば、工場排水量に対する排水賦課金、固形物量又はBODが限界を超えた場合には罰金を課します。工場の界面機能を制御することは理にかなっていますが、これはまた環境保全にも貢献します。

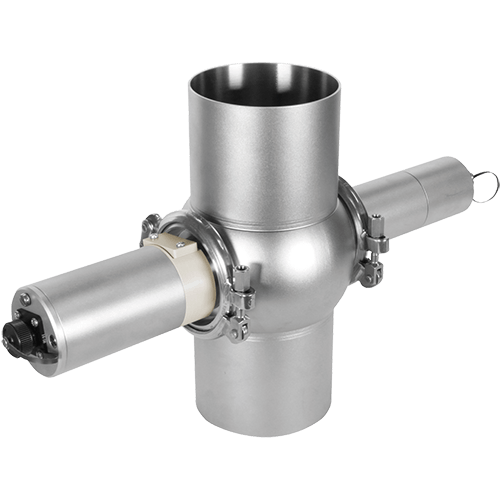
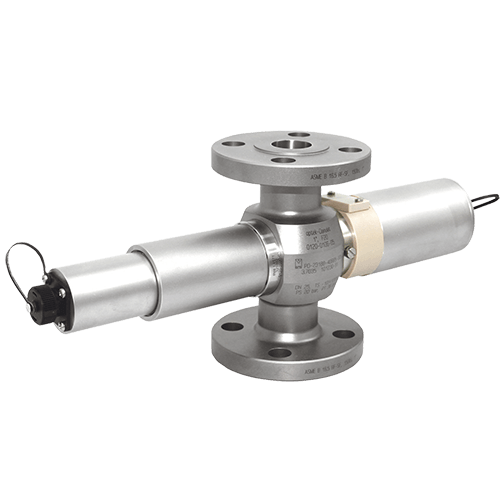
optek AF26-VB-PVデュアルチャネル分光センサ
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

