Misura del colore della birra secondo EBC / ASBC
Il colore della birra è importanteL’utilizzo di colorimetri precisi prima dell’imbottigliamento consentono un controllo accurato del dosaggio del colorante e della qualità della birra, basato sulle caratteristiche peculiari di ogni Marchio. Colorimetri a singolo o doppio fascio configurati per monitorare in continuo il prodotto a specifiche lunghezze d’onda nel visibile, consentono un monitoraggio continuo in linea per minimizzare i campionamenti per le analisi di laboratorio. Un aspetto definito e riconosciuto è importante sia per il Cliente che per l’Identificazione del prodotto in fase di lavorazione.


Il colore del mosto
Anche il colore del mosto è misurato in assorbimento. Pertanto il colore della birra è misurato nel visibile a 430 nm. Nel birrificio ciò rappresenta un problema visto che anche la torbidità di fondo (solidi) assorbe a 430 nm. Per ovviare a questa complicazione, optek è in grado di analizzare il prodotto a due lunghezze d’onda differenti, la prima a 430 nm e la seconda nel NIR (vicino infrarosso) per la sola torbidità.
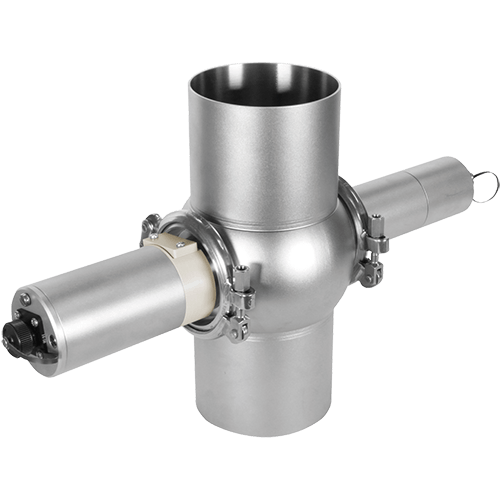
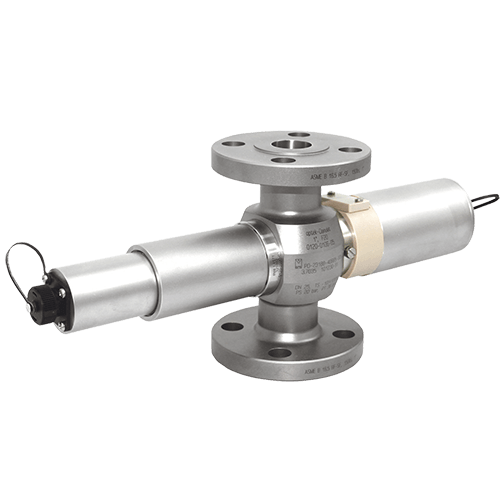
Sottraendo il segnale di assorbanza del canale NIR da quello del primario VIS, si ottiene un valore che dà la misurazione del colore al netto della torbidità. Il risultato è quindi correlato agli standard EBC e ASBC utilizzando il software del convertitore C4000. Il sensore optek AF26, a doppio canale di assorbimento è l’ideale per questa applicazione. Simultaneamente il canale di riferimento può misurare i sedimenti e la formazione a freddo di agglomerati di proteine se l’AF26 è strategicamente situato dopo lo scambiatore del mosto.
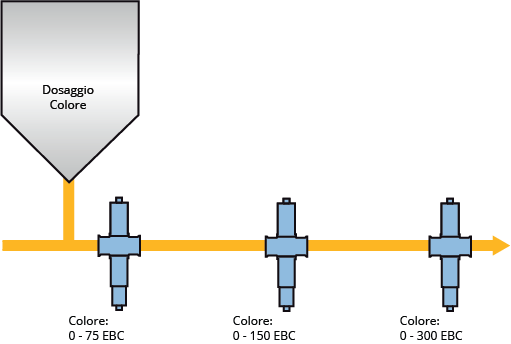
Dosaggio del Colore della birra
Il colore di alcune birre è corretto addizionando, ad esempio, estratto di malto o di segale. Il dosaggio di questi estratti può essere controllato con un colorimetro optek. Il colore della birra viene misurato e trasmesso analogicamente con il 4÷20 mA o con Bus digitale: esso può essere utilizzato per comandare la pompa di dosaggio o il loop di controllo per il dosaggio dell’estratto direttamente nella linea della birra. A valle invece il colore può essere verificato con un secondo colorimetro. Dopo la miscelazione, il colore delle birre chiare, delle birre scure e di quelle ad alta gradazione può essere controllato.
Rilevazione interfaccia / separazione di fase della Birra
Il colorimetro a singolo canale ad assorbimento nel visibile ( modello con sonda ad inserzione) è la soluzione tecnologicamente più semplice ed economica per ridurre le perdite di prodotto. Anche il modello AF26 svolge questa funzione. In un grosso impianto la rotazione delle ricette è elevatissima e può costare migliaia di ettolitri di prodotto e di sottoprodotto ogni settimana.
I fotometri ottici forniscono una risposta immediata alle separazioni di fase della birra risparmiando fino a sette secondi per transizione rispetto alle altre tecnologie di sensori. In alcuni casi, la procedura di lavaggio con acqua al posto di essere eseguita per l’intera linea può più semplicemente essere realizzata introducendo un piccolo volume cuscinetto di acqua tra le varie ricette o addirittura potrebbe essere eliminata del tutto rilevando direttamente il cambiamento di colore specifico.
Oggigiorno recuperare questo prodotto è essenziale per mantenere un buon profitto aziendale ma non si tratta di solo questo. L’acqua è il mezzo di spinta ed anch’essa ha dei costi sia di approvvigionamento che, soprattutto, di trattamento. Il prodotto e l’acqua, assieme al lievito, se inopportunamente scaricati contribuiscono notevolmente all’ innalzamento dei costi di gestione del trattamento delle acque reflue. Anche gli enti municipalizzati possono essere coinvolti, applicando costi legati al volume degli scarichi, oltre a multe o penali se il contenuto di solidi o i limiti di BOD consentiti vengono superati. Migliorare il controllo dell’interfaccia in impianto non è solo sensato, è anche ecologico. Tutti questi fattori contribuiscono a ridurre i costi per ettolitro ed ad assicurare qualità costante del prodotto.

optek AF26-VB-PV Sensore di assorbimento a Doppio Canale con Adattatore per Calibrazione
Entra in contatto con optek
Se avete ulteriori domande non esitate a contattarci.

