Измерения цвета
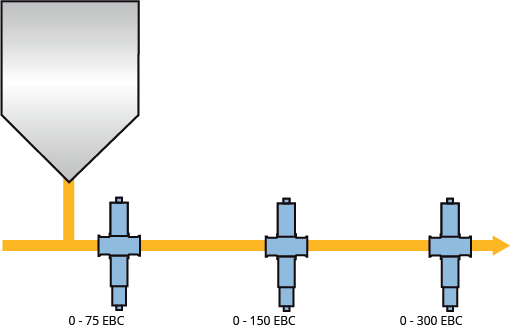
Цвет пива играет важную рольПрименение точных датчиков цвета до розлива пива обеспечивает контроль стадии дозирования цвета и контроль качества. Для особых измерений цвета на линии могут применяться одно- и двухканальные датчики цвета, чтобы свести до минимума отборы проб и лабораторные анализы.


Цвет сусла
Цвет сусла может быть определен на линии с помощью датчиков абсорбции. Цвет пива измеряется в видимом диапазоне света при длине волны 430 нм. Однако при измерении цвета в сусле могут возникнуть проблемы, т.к. фоновая мутность будет также абсорбировать свет при 430 нм. Для компенсации мутности измерение осуществляется одновременно при двух длинах волн, первое при 430 нм и второе – контрольное измерение в ИК диапазоне волн.
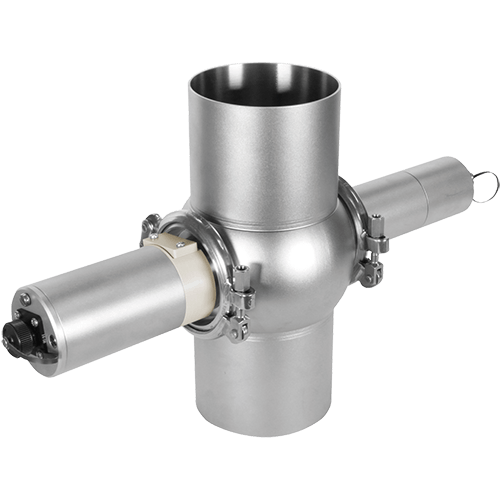
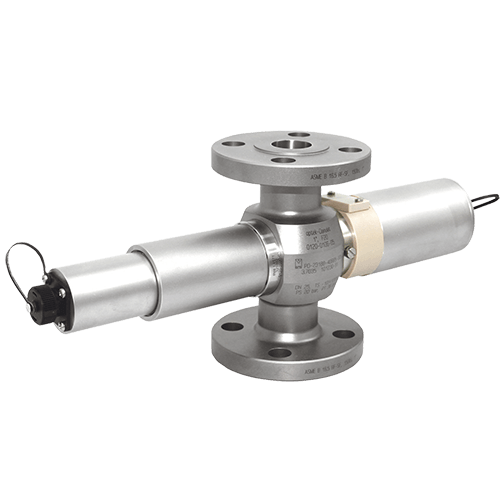
Вычитание величины сигнала абсорбции контрольного канала (ИК) из величины сигнала (430 нм) дает нам точное измерение цвета. Затем результат может быть приведен к единицам измерения EBC или ASBC, используя Software features. Двухканальный датчик абсорбции optek AF26 идеально подходит для этого измерения. Одновременно с помощью контрольного канала может контролироваться мутность сусла после охлаждения в зависимости от места установки датчика.
Дозирование цвета
Цвет некоторых сортов пива устанавливается, например, при помощи экстракта солода или пива из жжёного солода. Дозирование может контролироваться при помощи датчиков optek. При измерении цвета пива, полученные автоматические сигналы, например, от реле, могут сигнализировать насосам для дозирования красителя в поток пива. После дозирования цвет может проверяться еще раз. Цвет темного или светлого пива или же пива, сваренного «гравитационным» способом, может быть проверен до и после разбавления.
Разделение фаз
Одноканальные датчики абсорбции в диапазоне волн видимого света типа AS56-F или AF56-F являются самым простым и экономным оборудованием для точного разделения фаз, которое на сегодняшний день позволяет пивоварам снизить потери до минимума. На больших пивоварнях происходит огромное количество смен различных технологических операций смена продукта, которые могут составлять в неделю тысячи гектолитров пива и побочных продуктов. В настоящее время рекуперация играет существенную роль для получения прибыли. Однако расходы не исчерпываются только продуктом. В результате очень частого использования воды также возникают колоссальные расходы на водоподготовку. Расходы на сточные воды возрастают в результате загрязнения пивом, дрожжами и грязной водой. Местные власти взимают значительные сборы в соответствии с объемом и могут назначать штрафы, если загрязненность посторонними веществами или BSB превышают допустимые значения. Усиленный контроль производства не только необходим, но еще и демонстрирует ответственность по отношению к окружающей среде.

двухканальный датчик абсорбции optek AF26-VB-PV
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

