Определение мутности в варочном цехе
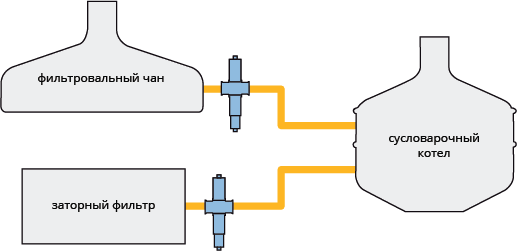
Контроль мутности суслаКонтроль мутности на выходе фильтровального чана раньше был традиционно ручной работой пивоваров, однако сегодня он проводится посредством датчиков рассеянного света типа TF16-N.


Диапазоны измерения зависят от того, какая степень прозрачности сусла должна быть достигнута в процессе. Датчик постоянно регистрирует концентрацию твердых веществ в экстракте для автоматического открытия вентиля, чтобы направить поток в сусловарочный котел при достижении достаточного уровня прозрачности.
Неисправности, например, в результате залипания фильтрационного осадка или слишком высоких значений мутности в результате прорыва фильтрационного осадка, распознаются быстро в самом потоке, и на них может последовать быстрая автоматическая реакция. В зависимости от нормального уровня прозрачности этот результат измерения может также быть коррелирован непосредственно к величине %TM (сухой массы), которая в свою очередь может %TM, образуя среднее значение. Благодаря контролю этой стадии процесса можно прогнозировать относительное содержание твердого вещества для последующих стадий процесс, в целях достижения эффективности процесса и обеспечения стабильности прозрачности и вкуса продукта.
Контроль заторного фильтра
Применение датчиков мутности на стадии осветления сусла с помощью заторного фильтра играет еще более важную роль. Вы получите лучшее качество продукта и более продолжительный срок службы фильтров, а также уменьшите потери продукта. Прорывы фильтра могут распознаваться посредством датчика типа TF16-N, которые устанавливаются для одновременного контроля низкой концентрации частиц до очень высоких диапазонов измерений. Автоматические сигналы тревоги сообщат о прорыве фильтра. Кроме этого могут быть оптимизированы время подготовки

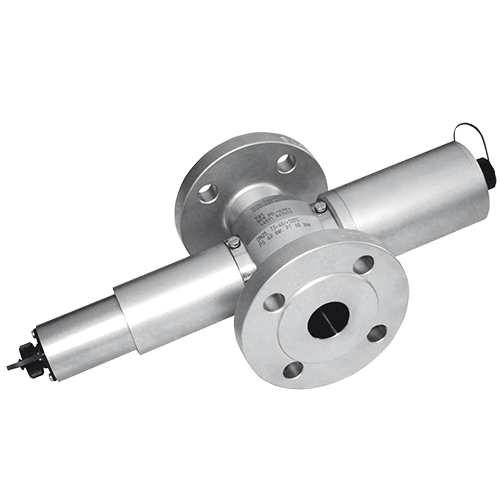
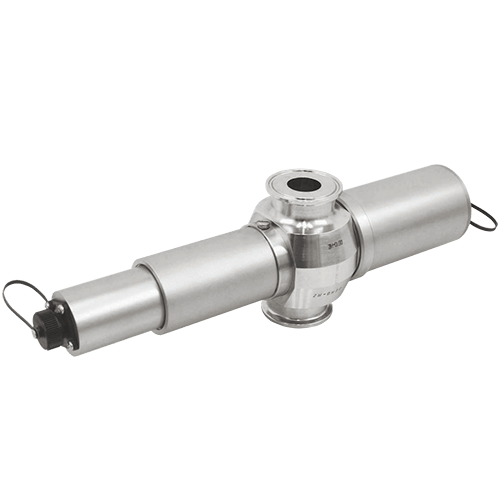
двухканальный датчик рассеянного света optek TF16-N
Get in Touch with optek
If you have any further questions or queries please do not hesitate to get in touch.

TOP 5 Применение в пивоварении
Посетите нашу страницу документации, чтобы посмотреть полный список переведенных документов.
Get in Touch with optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326