Torbidità nel Birrificio
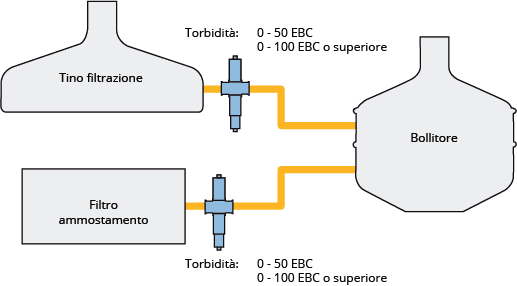
Monitoraggio della chiarificazione del mostoLa valutazione della chiarezza del prodotto in uscita dal tino di filtrazione è stata tradizionalmente affidata alla valutazione soggettiva dell’ Operatore; ma oggi è più facilmente misurata con un torbidimetro TF16-N a luce diffusa.


I campi di misura dipendono dal livello di chiarificazione richiesto e dalle aspettative di accuratezza. Questo strumento monitora in continuo la concentrazione di solidi nel flusso dell’estratto per deviare automaticamente il flusso verso il bollitore quando si raggiunge la chiarezza desiderata.
Ancora più importante, può reagire automaticamente per ogni incremento indesiderato della torbidità dovuto a cattivi tagli. Con la portata fluente, questo risultato può essere letto in ppm (mg/L) o essere correlato alla % di solidi totali sospesi (TTS) e, combinato con i dati di portata, genera una media ponderata di % TSS trasferiti. Il controllo del mosto in produzione consente di prevedere il contenuto di solidi presenti nelle fasi successive di lavorazione per una miglior efficienza operativa nonché sapore e limpidezza della birra prodotta assolutamente costanti.
Monitoraggio del filtro pressa
Utilizzando un filtro pressa per chiarificare il mosto, la misurazione della torbidità è ancora più importante. Si ottiene la migliore qualità del prodotto riducendo perdite di prodotto e incrementando la vita del filtro. E’ possibile accorgersi immediatamente di una eventuale rottura del filtro con un fotometro a luce diffusa modello TF16-N per monitorare sia concentrazioni molto basse di particelle così come range di torbidità più ampi utilizzando in contemporanea il segnale di assorbimento. Automaticamente gli allarmi segnaleranno qualsiasi rottura del filtro mentre si ottimizzeranno i tempi di preparazione del filtro e il ciclo di lavaggio CIP.

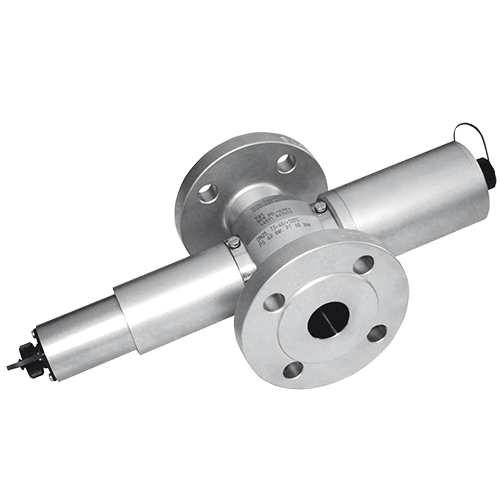
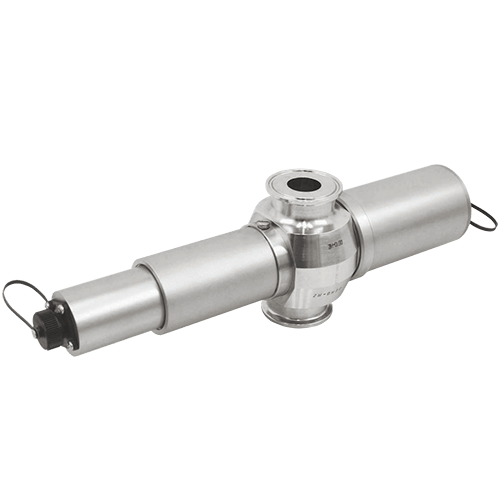
optek TF16-N Sensore di torbidità con diffusione della luce a doppio canale
Entra in contatto con optek
Se avete ulteriori domande non esitate a contattarci.

TOP 5 Applicazioni in Birreria
Visita la nostra pagina documentazione per avere una lista completa dei documenti nella sua lingua
Entra in contatto con optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326