Gestione del lievito nella Birrificazione
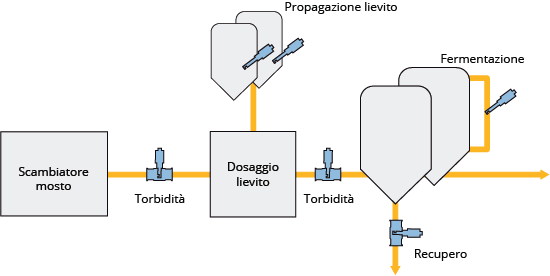
Dosaggio lievitoIl dosaggio del lievito può essere eseguito in modo preciso senza prevedere grossi investimenti utilizzando la tecnica dell’assorbimento NIR differenziale. Questo metodo utilizza due sensori. Il primo sensore, a monte del dosaggio, è un fotometro ad assorbimento NIR a singolo canale modello AS16-VB-N, che misura la torbidità “basale” del mosto.


Questo sensore funziona anche per il monitoraggio uscita centrifuga o di “formazione a freddo” di agglomerati proteici, a seconda del suo posizionamento nel birrificio. Il secondo sensore AS16-VB-N è installato a valle del dosaggio prima di qualsiasi punto di iniezione di aria. Questo sensore misura la torbidità totale dovuta sia al mosto che al lievito. Sottraendo il valore di torbidità a monte del dosatore dal valore di torbidità misurato a valle si ottiene la quantità di lievito dosata al netto del contributo del mosto.
Con una semplice correlazione del conteggio delle cellule di lievito in laboratorio, la comparazione delle cellule conteggiate può essere programmata direttamente nel convertitore C4000 e mostrata sullo schermo in tempo reale. Eventuali calibrazioni assorbimento/contenuto cellule aggiuntive possono essere impostate utilizzando le configurazioni interne al convertitore. Ci sono un totale di 8 configurazioni diverse disponibili.
Correlazione di assorbimento di milioni di cellule /mL
Basandoci sulla legge di Lambert-Beer, l’assorbimento NIR è direttamente proporzionale alla concentrazione. La correlazione con il conteggio delle cellule è facile da ricavare utilizzando qualsiasi metodica ripetibile da laboratorio. Le diverse funzioni del prodotto C4000 consentono, se necessario, multiple correlazioni per diversi ceppi di lievito.

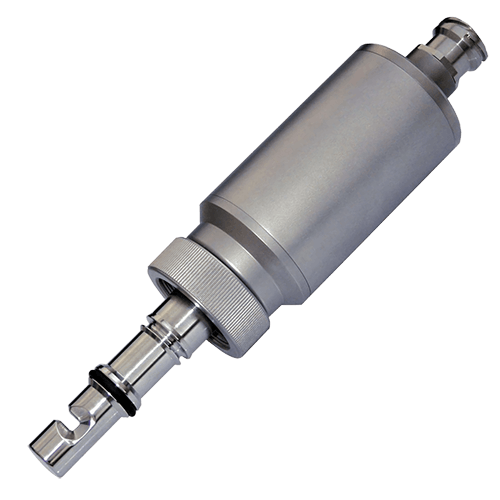
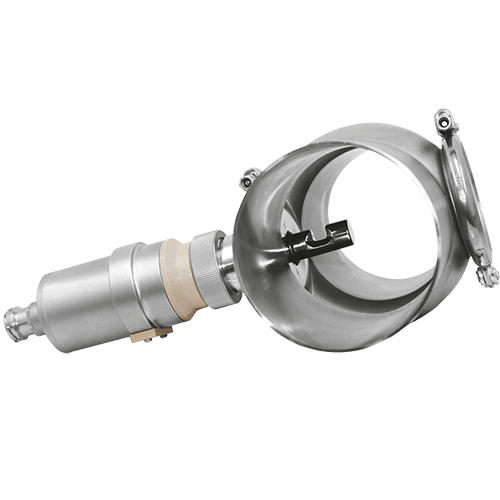
optek AS16-VB-N Sonda di Assorbimento a Singolo Canale con Adattatore per calibrazione

Convertitore Fotometrico optek C4000
Fermentazione Lievito
Le sonde AS16-VB-N hanno la caratteristica di essere installate ad inserzione direttamente nei serbatoi di fermentazione o nelle linee di by-pass tramite diversi adattatori. Se installate in modo appropriato, tutto il ciclo di fermentazione può essere monitorato in tempo reale, consentendo così l’ottimizzazione del processo. I serbatoi possono essere automatizzati invece di aspettare i risultati delle analisi dal laboratorio. E’ possibile retro azionare il processo di fermentazione misurando la crescita cellulare. Nei grossi fermentatori si possono risparmiare fino a 6-10 ore per ogni ciclo di fermentazione migliorando così la capacità dell’impianto senza aggiungere altri serbatoi.
Interfaccia birra/lievito, recupero lievito
Molti birrifici utilizzano fermentatori verticali o serbatoi multiuso. Uno dei maggiori vantaggi che si ha nell’utilizzare questi serbatoi è che si evitano inutili trasferimenti di prodotto. Però il lievito deve essere comunque rimosso dal serbatoio. Un sensore di torbidità è installato in uscita dal serbatoio o sulla linea di raccolta. Quando il lievito viene rimosso dalla birra il torbidimetro determina l’interfaccia tra lievito e birra. In passato questo era gestito con il calcolo dei volumi o dei tempi oppure affidato all’ispezione visiva da parte dell’Operatore. Dato che i punti di intervento sono regolabili, si può ottenere il taglio ottimale per avere la migliore efficienza operativa. Questo riduce perdita di prodotto e fornisce maggiore uniformità al prodotto per la fase di filtrazione o di quella di separazione.
Per la rilevazione dell’interfaccia birra/lievito e il recupero del lievito si utilizza tipicamente il sensore AS16-N. Comunque per queste semplici applicazioni, optek può offrire un sensore low-cost come il modello AS56-N. La bassa potenza della lampada del modello AS56-N consente di poter collegare fino a quattro sensori ad un solo convertitore C4000, riducendo così il costo per punto di misura.

optek AS16-VB-N Sonda di Assorbimento a Singolo Canale con Adattatore per calibrazione
Entra in contatto con optek
Se avete ulteriori domande non esitate a contattarci.

TOP 5 Applicazioni in Birreria
Visita la nostra pagina documentazione per avere una lista completa dei documenti nella sua lingua
Entra in contatto con optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326