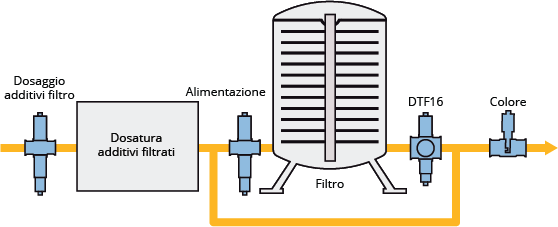
Controllo Filtrazione della Birra a 11° / 90°
L’Haze Control /DTF16 di optek funziona per misurazione della luce diffusa su un doppio angolo offrendo un controllo preciso della qualità durante la filtrazione finale della birra indipendentemente dal colore o dalla variazione di colore del prodotto. Installando il sensore a valle del filtro ne vengono accertate le prestazioni, prevenendo il “fuori specifica” del prodotto e assicurando la qualità e la chiarezza della birra in ogni fase della filtrazione. Il canale ad 11° è sensibile al cambiamento delle dimensioni delle particelle e rileva immediatamente una rottura del filtro come altri eventi anomali, mentre il canale a 90° monitora la trasparenza della birra per garantire una qualità costante.


Monitoraggio Alimentazione al Filtro
Utilizzando un sensore optek modello AS16-N o AF16-N, è possibile monitorare la torbidità in ingresso al filtro in modo da evitare intasamenti o sovraccarichi del filtro. Ottimizzando il carico all’ ingresso si ottiene un cospicuo miglioramento della capacità filtrante del filtro stesso. Questo sensore addizionale può essere collegato all’ Haze Control / DTF16 senza necessità di un convertitore elettronico supplementare.
Ottimizzazione del Controlavaggio
I modelli AS16-N e AF16-N, utilizzati per il controllo dell’alimentazione al filtro, possono essere anche utilizzati per ottimizzare il processo di controlavaggio del filtro misurando la torbidità dell’acqua e quindi risparmiando tempo, energia e l’utilizzo di acqua stessa.

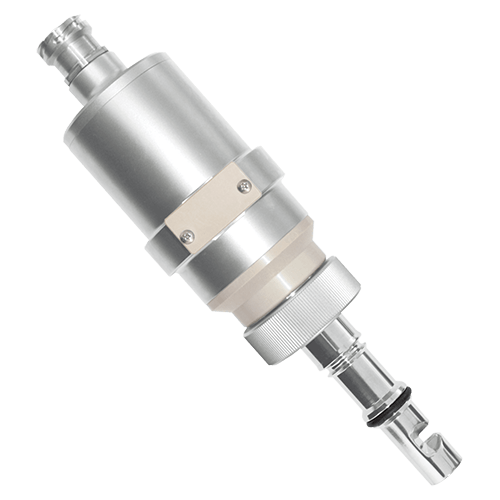
Sistema optek Haze Control DTF16
Dosaggio additivi di filtrazione
Il dosaggio degli additivi di filtrazione come le farine fossili (Kieselguhr) o il PVPP (polivinilpolipirrolidone) possono essere controllati con un sensore optek ad assorbimento o di torbidità. Ottimizzando il dosaggio degli additivi si può aumentare sensibilmente sia la capacità di filtrazione che il prodotto finito riducendo i costi e tempi di lavorazione assicurando la qualità del prodotto medesimo.
Separazione di Fase
Il sistema Haze Control / DTF16 può anche essere abbinato ad un sensore AS16-F o AF16-F per misurare il colore della Vostra birra. Questa permette di controllare la separazione di fase tra la birra e l’acqua assicurando rotazioni di ricetta rapide ma con una qualità garantita e con perdite di prodotto minimizzate.
Controllo Preparazione Filtro
Utilizzando il canale di assorbimento a 0° del sensore DTF16, è possibile misurare la torbidità fino a 500 EBC, consentendo il monitoraggio ed il controllo del ciclo di preparazione del filtro. Ciò fornisce un’ulteriore opportunità di ottimizzazione del processo di filtrazione.

Sistema optek Haze Control DTF16
Entra in contatto con optek
Se avete ulteriori domande non esitate a contattarci.

